1. Optimalisering av jevn tykkelse av gummiark
Gummikalendermaskiner er mye brukt til å produsere ark med presise tykkelser. For å øke jevnheten må operatørene vurdere justering av rullegapet, gummiblandingens viskositet og temperaturkontroll. Ujevn oppvarming kan forårsake tykkelsesvariasjoner langs platens bredde, mens inkonsekvent rulletrykk fører til kantfortykning.
Å bruke en tykkelsesmåler i sanntid kan redusere defekter betydelig. Noen moderne kalendere integrerer laserbaserte tykkelsesovervåkingssystemer, som tillater automatiske rullegapjusteringer for å opprettholde konsistent arktykkelse selv ved høye produksjonshastigheter.
2. Rulleoverflatebehandling og dens effekter på gummikvaliteten
Overflatefinishen til kalandervalser påvirker direkte kvaliteten på gummiduken. Polerte krombelagte ruller minimerer liming og gir en jevnere finish, mens teksturerte ruller kan lage spesifikke overflatemønstre. Regelmessig vedlikehold, inkludert polering og rengjøring, forhindrer materialoppbygging og sikrer jevn kalandrering.
- Forkrommede ruller: Reduser vedheft og forbedrer glansen.
- Teksturerte ruller: Brukes til mønstrede ark eller pregede produkter.
- Keramisk belagte valser: Forbedre slitestyrken for gummiblandinger med høy slitasje.
3. Temperaturstyring i kalender
Temperaturkontroll er kritisk i gummikalandrering da det påvirker viskositeten og arkflyten. Gummiblandinger krever vanligvis rulletemperaturer mellom 60°C og 120°C. Overoppheting kan degradere polymerkjedene, mens utilstrekkelig temperatur fører til dårlig flyt og uensartede ark.
Moderne kalendere bruker separate varmesoner for hver valse og integrerte termoelementer for presis overvåking. Noen systemer bruker også automatiske tilbakemeldingssløyfer for å opprettholde optimale temperaturer selv når produksjonshastigheten endres.
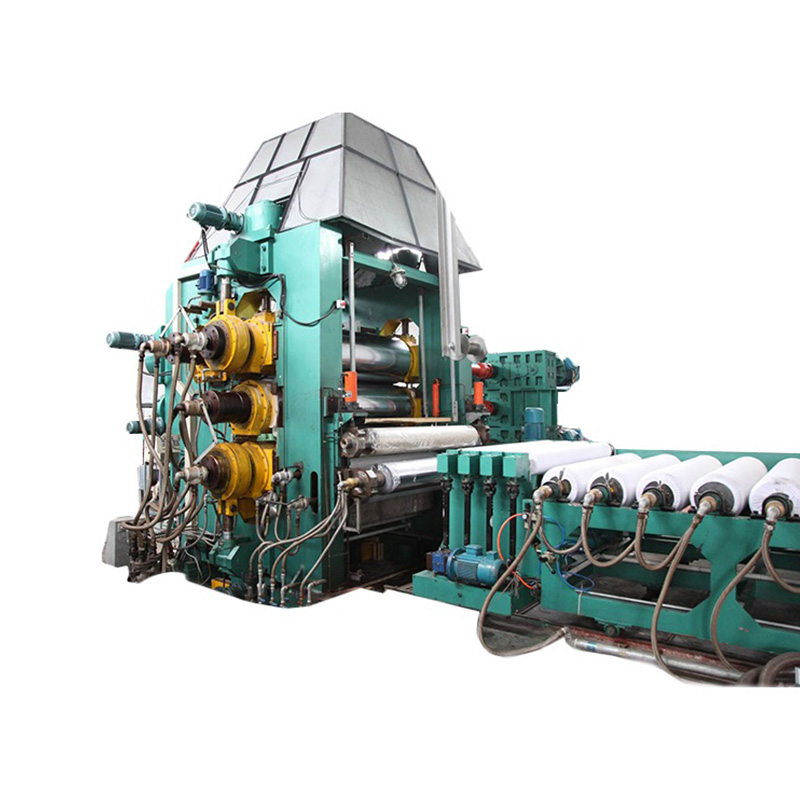
4. Multi-Roller Calender Configurations
Gummikalendermaskiner kan ha to, tre eller fire valser avhengig av bruksområdet. Hver konfigurasjon tjener et annet formål:
| Type rulle | Funksjon | Søknad |
| To-ruller | Grunnleggende arkforming | Standard gummiplater |
| Tre-ruller | Bedre tykkelseskontroll og spenningsstyring | Høypresisjonsplater for dekk eller belter |
| Fire-ruller | Avansert oppspenning og flerlagslaminater | Laminerte ark, spesialprodukter av gummi |
5. Feilsøking av vanlige feil
Kalandrert gummi kan vise defekter som striper, bobler og kantfortykning. Å forstå de grunnleggende årsakene er avgjørende for å opprettholde kvaliteten.
- Streker: Ofte forårsaket av forurensning eller ujevne rulleoverflater.
- Bobler: Kan skyldes innestengt luft i blandingen eller for høy rullehastighet.
- Kanttykkelse: Forårsaket av feil rullegap eller ujevn spenning under mating.
Rutinemessig inspeksjon, rengjøring og justering av valseparametere kan redusere disse problemene. Implementering av in-line overvåkingssystemer forbedrer defektdeteksjonen ytterligere før arkene når nedstrømsprosesser.